

机床安装基础与压浆法安装
摘,要,机床基础和施工的注意事项。一种快捷、方便、简单、高精的压浆安装法,方法适用于一切机械设备在水泥基础上的安装。提出一个理念,精良的机床没有精良的基础和安装,它将不再精良。
摘 要 机床基础和施工的注意事项。一种快捷、方便、简单、高精的压浆安装法,方法适用于一切机械设备在水泥基础上的安装。提出一个理念,精良的机床没有精良的基础和安装,它将不再精良。
关键词 机床 基础 选址 防震垫铁 隔热 地脚坑 安装
1 概述
当前我国的机床需求量占世界首位。近两年来,很多机械制造企业,特别是重型机械制造业投下巨资购置机床,进行设备更新和扩大再生产。因此在一个老厂房或一个全新的厂房,人们往往会看到几台、几十台机床在同期进行基础的开挖、灌制和机床的安装,但你会极少看到设计和施工完美的基础和正确的安装。原因是人们忽略了机床的安装,或者说机床基础与机床的安装是机床供货商和用户之间一个荒凉地带。
由此人们犯了一个又一个错误:选择安装地点的失误,没有远离振动,没有考虑环境温度,没有考虑到地下水、再生地、土壤疏松、流沙、流泥的影响,安装方法的落后……。而所有这些都会导致不必要的安装拖期、中断、费用的增加、安装精度的降低,由此引发机床振动、热变形、精度过早丧失、功能限制等后果。
2 机床基础设计应有如下的考虑
(1)要清楚地知道机床安装地点的地表状况和土壤承载能力。这些应由专业人员以书面的、数据化的形式提交给机床基础的设计者。
(2)机床基础必须有足够的强度、刚度、稳定性。必须满足机床生产厂家提出的具体要求,应严格遵守机床厂家提供的机床负荷图进行设计。
(3)严格遵守和贯彻执行国家对基础设计和施工的标准规定。
(4)在购置机床的技术协议和商务合同中,一定要注明向供货商索取基础设计建议书、动静载荷受力图、钢筋及预埋件布置图及载荷图等。
(5)要熟知机床最大的外廓尺寸、操作者的操作区域、厂房立柱及立柱底座尺寸、天车高度及起重吨位、车间顶棚钢梁及结构、安装地点周边的设备和设施等等。
(6)要确保有足够的空间来摆放机床辅具。这对于重型机床及复合机床优为重要。
(7)应考虑必要的机床安装调试和维修通道,并配以必要的照明和电源插座。
(8)对于在高温和严寒地带,温差变化较大的厂房里安装机床,一定要考虑地表和地下温度对床身精度的影响,这一点对于细长床身机床的安装优为重要。
(9)要保证机床床身、垫铁、水泥基础的接触精度及刚度,这是保证机床安装质量和机床精度的关键,它对于机床的加工精度和加工能力关系重大,也会严重影响机床精度的持久性。
3 机床安装选址应注意的问题
(1)应保证机床安装部位环境温度在15℃~25℃之间。
(2)机床安装部位12h内温度波动应≤±2℃,精密数控机床应≤±1℃。
(3)机床安装部位高度方向5000mm内温差应≤2℃,精密机床应≤1℃。
(4)机床基础必须隔绝外界温度的影响,要用隔热材料将基础周边与土壤隔绝。这对于处在高寒、高温地区靠近车间外墙安装设备的基础尤为重要。
人们忽略了一个重要的问题,那就是温度对机床基础的影响会直接导致机床精度的丧失,特别是长型床身(如大型龙门铣工作台床身),基础和环境的温差,会直接发生床身导轨上凸和下凹的大幅度热变形,导致静压导轨静压系统失效,使机床难以正常工作。
(5)进入车间的阳光不能透过门窗直接照在机床上,特别是龙门类机床应防止单面光照。
(6)车间打开门窗所进入的冷空气或热风幕及采暖设备产生的热空气也不能直接进入机床区域,特别是防止流动的空气进入和机床单方向局部受热。
(7)机床安装部位要远离振源。一般为5~8m,或采用可靠的防振措施。机床与厂房外墙和立柱间距应符合国家标准规定:小型≥0.7m、中型≥0.8m、大型≥0.9m。
(8)机床安装部位要远离污染,避免空气中的粉尘,油雾等不良影响。
(9)机床安装部位应满足工艺要求,应便于工件的吊运装卸,应便于工件的存放,应便于切屑的清理,应便于机床电源和压缩空气的配备,应考虑机床安装维修的方便及操作安全。
4 机床基础的一般要求
(1)基础的倾斜不应超出规定,一般为3mm/m~25mm/25m
(2)基础的变形不应超过下式计算的变形量
变max=0.001/(L/2)式中 L—相对于各个宽度下的长度,cm
(3)设置基础变形检测平板进行监测。
(4)基础预埋件应与钢筋焊牢,固定好预埋的管线。对于设计要求预埋的管道要作好防腐、防渗、防漏处理,特别是油路管道,一定要仔细进行内径清洗,推荐选用适当的PVC管预埋。
(5)对靠近车间厂房天车立柱基础的部位要进行隔振处理。
(6)基础浇铸应一次连续进行。
(7)基础周边应进行隔振处理。
(8)基础周边应进行隔热处理。
(9)基础表面应进行防腐、防油、防水、防渗处理。
 |
5 机床基础防振隔热处理
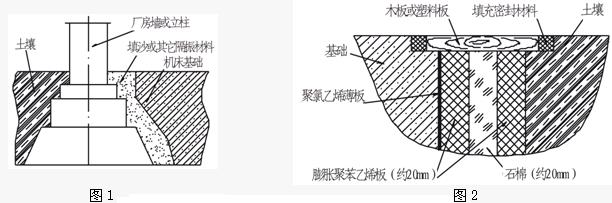
(1)精密机床安装位置应尽量避免有剧烈振动的设备,如重型机床、锻压设备等。应远离天车钢梁立柱,若安装位置受限,要将立柱基础和机床基础用悬挑法隔开,如图1所示。
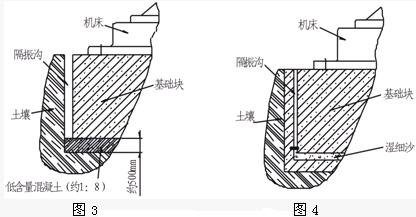
(2)在高寒高温地区,靠近车间外墙安装精密机床的基础,一定要进行隔热处理。
(3)在机床基础与土壤之间设50~100mm宽的防振沟,用类似聚苯乙烯之类的材料充填。在防振沟内夹入石棉等隔热保温材料,亦可解决基础温度与外界温度温差的影响,如图2所示。
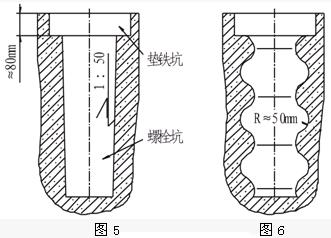
(4)超精密机床,如导轨磨床、轧辊磨床等,其防振方法是采用弹性支承部件将整体的基础块悬浮起来。近年来有人认为这种方法的效果往往不能令人满意,推荐另一类形式,如图3、图4所示。
6 基础的防油、防水、防渗、防腐
机床基础由于长时期受到油、水等有害液体浸蚀,会发生疏松损坏,引起地脚螺栓松动,使机床功能丧失或部分丧失。这些油和水可能来自机床的泄漏和切削冷却系统的失效。
防治的方法有多种,如在浇铸基础的水泥浆中加入聚合物添加剂等。但常用的方法是在基础表面上涂层,涂敷防腐,防油、防水、防渗的环氧漆等,应注意分数次涂敷,每次厚度在0.03mm左右。
7 基础地脚坑
地脚坑是基础与机床联接的关键部位,应特别注意以下问题:
(1)地脚坑的形状和尺寸应附合有关标准的规定
(2)地脚坑坑壁应做得尽量粗糙
(3)不能使用聚苯乙烯做型模,因为它清除十分困难
(4)地脚坑应与理想中心线垂直
(5)地脚坑应分为垫铁坑和螺栓坑二层,如图5所示
(6)地脚坑亦可做成环槽式,用薄壁金属型模做出,如图6所示。
8 机床在基础上的安装
一台大型机床的基础造价是十分昂贵的。高质量、高水平的机床基础,如果没有精良的机床安装,昂贵的基础将部份或全部丧失其价值。而做到机床在基础上的精良安装,是一件很不容易的事情。这个安装包括了床身、立柱等通过垫铁、地脚螺栓、二次灌浆锚固在机床基础上的全过程。其中最难以实现的是床身、垫铁、灌浆水泥表面的良好的接触率和接触刚度
而机床压浆安装法很轻易地解决了这个问题。它打破了传统的手工修整垫铁与基础配合表面等落后的方法,采用了一种全新的工艺手段和新的灌浆材料,使床身、垫铁、水泥的接触表面在浮动的、自然就位的状态下固化,几乎保证了100%的接触率,使接触刚度达到了最佳。使床身、立柱等机床部件在基础上的安装得精良,保证了整个机床的精度、精度持久性及机床功能。
下面以此为例,讲述机床在基础上的安装程序及注意事项:
(1)机床基础浇灌完工后,应适时对基础进行预压,用适当重物遍布基础表面,预压重量为机床自重与最大工件重量总和的1.2~2倍。预压后的基础,可减少下沉等变形对机床精度和功能的影响。
(2)安装单位接到安装任务后,应首先派出专业人员对机床的安装基础进行检验,主要是几何尺寸和制作质量检查。检验合格后,安装人员才能进入现场开始安装,并正式计算安装时间,确保在合同约定时间内完成安装调试任务。
(3)在二次灌浆的前1~2天,应对地脚坑进行认真清理,不得有脏物、杂物、灰尘等。接着在坑内注满水对坑壁进行浸润,保证灌浆水泥所需要的湿度,以获取二次灌浆与基础高强度的结合,这是非常重要的一项工作,万万不可忽略。
(4)床身调整垫铁推荐选用如图7所示的盒式垫铁。图7中尺寸为参考尺寸。此类垫铁已系列化生产,可根据所需承载从专业厂家选购。
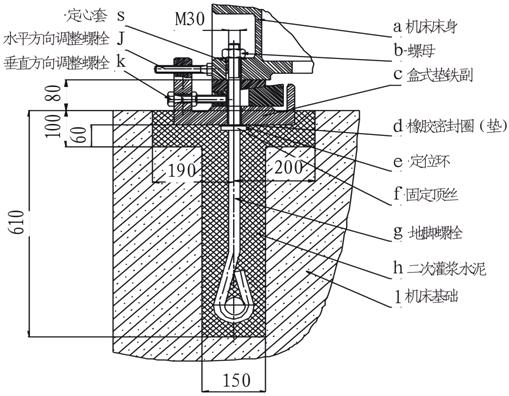 |
图7
图7中所示的配合表面为精密接触面,应保证接触率在85%以上,特别是两斜铁配合表面应仔细检查,否则通过手工刮研实现。
图7中“d”所示为橡胶密封圈或垫,它的功能是防止二次灌浆时水泥向上串入垫铁盒内造成污染,以至破坏盒内斜铁各滑动精密配合表面,应注意保护其不破损,更不能漏装。
图7中“f”所示为垫铁盒定位环,它的功能是支撑着垫铁预挂在床身上。调整无误后用顶丝“g”紧固好。在机床安装进入压浆工序时(后述),它将随着床身和垫铁的压下而下移,千万不能焊死在地脚螺栓上。
图7中“j”“ k”所示为水平方向和垂直方向调整螺栓,其中垂直方向调整螺栓“k”距基础表面应有足够的高度,以满足调整板手的吻入。
图7中“s”为床身地脚孔与地脚螺栓定心套,它保证床身水平方向调整时有足够的空隙,防止孔壁与地脚螺栓外径干涉,不可漏装。
(5)将盒式垫铁分解清洗,应特别注意配合表面的清整,然后在垫铁斜面、各滑动面及螺纹处涂润滑油,注意只能用润滑油,不能用润滑脂。
(6)用适当高度的垫铁或垫木将床身支撑好,如图8所示。
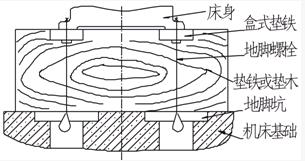 |
图8
(7)将调整垫铁副与地脚螺栓装入床身(图7、图8)。具体工序如下:
首先根据垫铁与床身地脚厚度将定位环“f”调整好,保证地脚螺栓“g”与螺母“b”旋合后露出3-4个螺纹。同时将斜铁调整成有三分之二可上调的状态。接着在地脚螺栓“g”上装入密封圈“d”,盒式垫铁副“c”,组合后装入床身地脚孔,然后装入定心套“s”,最后用螺母“b”紧固,悬挂在床身下端。
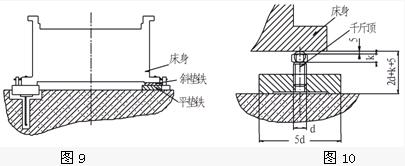
(8)将数块规格为100mm×50mm×25mm的平铁和80mm×50mm的斜铁组合后在适当位置预放于机床基础两地脚坑之间,亦可用千斤顶替代(图9、图10)。
 |
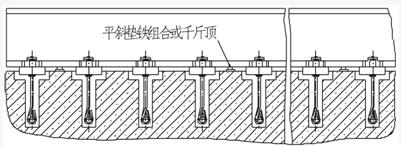 |
图11
(9)吊起床身,撤掉垫木,将床身落下并置于平铁斜铁组合或千斤顶上,床身悬挂的垫铁副与地脚螺栓进入基础地脚坑中。要保证垫铁底面与垫铁坑有50mm以上的灌浆空间(图7~图11)。
(10)用斜铁或千斤顶,粗调床身。若床身为多段拼接,粗调精度应满足定位销及连接螺栓的装配要求。
(11)将地脚坑中提前1~2天灌注的水抽干,不得有明水。如有明水,会使界面处水料比增大,降低结合强度,影响整个施工质量。
(12)地脚螺栓坑灌浆。这是机床安装中关键的工作,对确保机床的精度和加工能力是至关重要的,一定要严格、谨慎进行。灌浆水泥与灌浆要求如下:
1)选用的灌浆水泥必须是膨胀水泥,也称无收缩水泥,普称为水泥基灌浆料。这种水泥基灌浆料是由水泥、集料、添加剂、矿物质掺和物等多种材料组成,经工业化生产而成的干混料。它加水拌和后具有高流动性、早强性、高强性、不离析、微膨胀等良好的工艺性能。
由此它提高了工程质量、简化了施工工艺、加快了施工进度。也由此于1997年被国家科委列为国家科技成果重点推广项目。目前我国生产此类产品厂家很多,一定要选用名优产品,否则后患无穷。
2)要严格按灌浆水泥产品说明书要求进行搅拌混合。在保证其流动性的前提下,尽可能少加水,水与水泥的比例一般不超过13%。
3)搅拌混合应在尽量短的时间内完成,一般不应超过3min。推荐采用机械搅拌,严禁二次搅拌。
4)搅拌混合后的灌浆水泥应在短时间内一次用完,一般不应超过30min。
5)灌浆料尽可能在高的位置上进入地脚坑,推荐用一根通径大于50mm。长约1000 mm的胶管或软塑料管垂直放置,用漏斗将灌浆料导入地脚坑。
6)灌浆过程中要严禁空气混入、严禁震捣、严禁灌后移动螺栓。
7)灌浆时环境温度最好在20℃左右,否则固化时间过长且降低水泥抗压强度。
(13)调整垫铁坑灌浆。这是距地脚螺栓坑灌浆至少一天后进行的。这里特别提醒的是,地脚螺栓和调整垫铁不能在同一天灌浆,否则将酿成大错。
调整垫铁地脚坑的灌浆按以下要求进行:
1)已初固化的地脚螺栓坑灌浆表面应该是湿润、打毛糙的。
2)灌浆水泥应从垫铁一边或一角注入,从另一边溢出,以防止裹入空气,影响灌铸质量。
3)灌浆完了后,表面应该保持数日是潮湿的,以防表面微裂。
其他要求同以上“12”所述。
(14)压浆。压浆方法和注意事项:
1)压浆要适时进行,过早过晚会发生压过量或压不动的错误。而时间和坏境温度等都是影响灌浆水泥固化强度的因素,要视情况而定。一般的灌浆水泥在18小时后抗压能力可达47N/mm2,2天后可达55N/mm2,如德国的“KM2”水泥。而国产灌浆水泥要注意查看其技术文件说明,但原则上是灌浆水泥强度达到80%时即可压浆。
2)将平铁、斜铁、千斤顶等临时支撑撤掉。此时,床身重量通过调整垫铁全部压在二次灌浆水泥上。
3)由两人在床身两侧同时紧固地脚螺栓螺母(图7所示“b”)。使用扭矩搬手进行,用力应均匀。
此时,由于地脚螺栓已可靠地锚固在基础地脚坑中,不可能上移,螺母即将床身压向调整垫铁,而调整垫铁则压向灌浆水泥,由于水泥已有足够的抗压能力,但没有完全固化,会发生压缩变形,而在其压缩变形的同时,床身、垫铁、水泥的接触表面会自然就位,补偿了加工制造及装配的误差,调整垫铁和灌浆水泥几乎是100%的接触。而这一过程的关键是定位环“f”(图7)必然会随之下移,这也就是为什么不能将其焊死在地脚螺栓上的道理。
4)上述工作由床身中间向两端进行,避免床身产生应力变形。
(15)精平床身
这是一项机床安装的常规工作。用水平仪、桥尺、平尺、准直仪、激光干涉仪,电子显微镜等验具,通过调整垫铁的调整螺栓,将床身精调至安装标准要求。一般垂直平面内的直线度0.02/1000mm,水平面内的直线度0.015/1000mm,全长不得超过0.05mm。
至此,机床在基础上的安装就全部结束。可交付检查验收,合格后即进入下一步安装序。
9 结束语
机床基础与机床在基础上的安装,是设备前期管理的重要内容,万万不可粗心大意,应认真、严谨、仔细地做好每一步工作。
机床基础与机床安装质量好坏、水平高低往往是不可逆转的,它将直接影响到机床的终生管理,务必引起部门专业人员的高度重视。
精大稀机床的安装应设主管领导进行组织协调,对参与人员进行技术培训,学习所安装机床的技术资料,实践证明这是十分必要的。
我厂(建新量具)有专业的维修队伍,多年的修理经验。是一家提供上门机床大修服务单位。公司依托量具生产的基础,培育出一批技术精湛的机床维修队伍,常年为各单位上门大修、维修各种机床设备以及各种平直量具。
建新量具承揽各种车床、摇臂钻床、卧式镗铣床、落地镗床、龙门刨床、龙门铣床等设备的大、中、小修理及改造,数控机床大修改造。十多年来服务过的客户1000多家,遍布全国各地,维修改造过的设备累计数万余台.对使用年久,精度丢失的机床设备进行修理,恢复机床、设备的几何精度、动态精度,满足客户的加工精度要求。
